HP Multi Jet Fusion (MJF) Printing Service
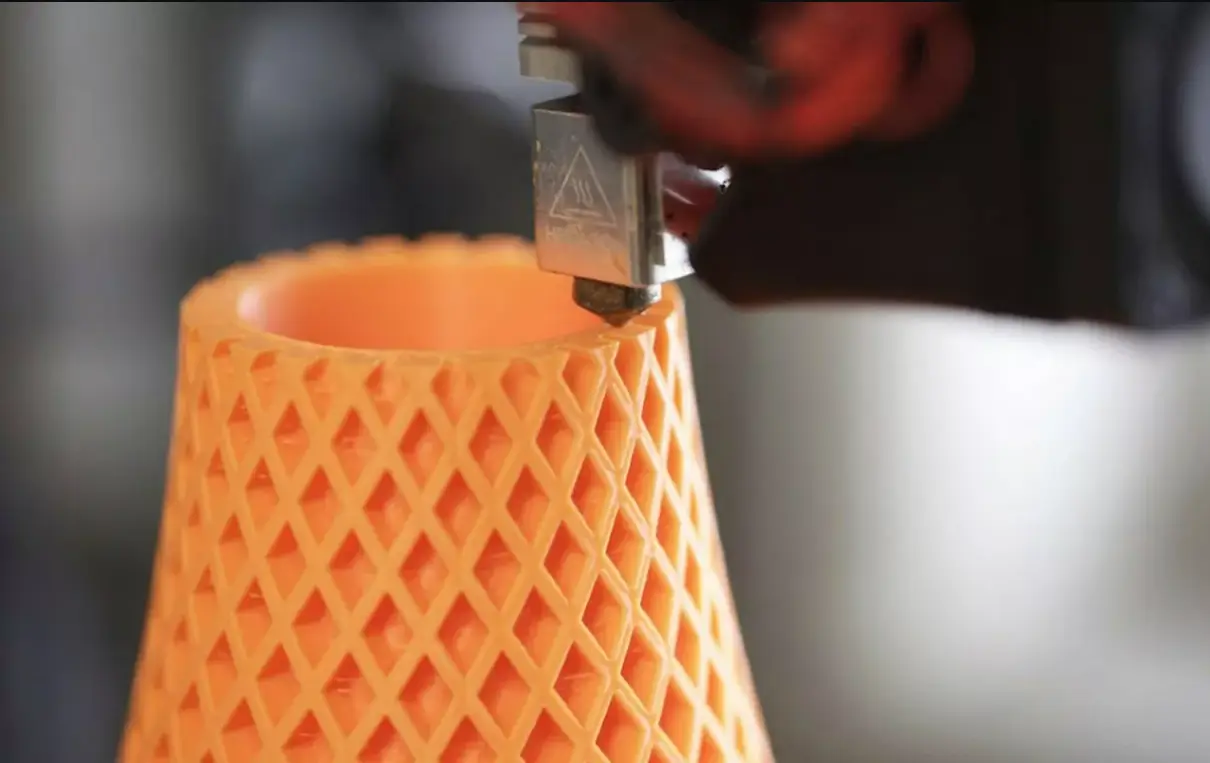
HP’s Multi Jet Fusion (MJF) uses inkjet printheads to apply fusing and detailing agents onto nylon powder, fused by infrared light. This 3D printing method produces durable, functional parts with excellent mechanical properties and fine surface details, ideal for scalable production without costly tooling.
What is Multi Jet Fusion (MJF) 3D Printing?
Multi Jet Fusion is HP’s powder bed fusion technology that combines inkjet-deposited fusing agents and detailing agents with infrared light to selectively fuse thermoplastic powder layer by layer. Unlike Selective Laser Sintering (SLS), which traces each cross-section with a laser point, MJF applies agents across an entire solid layer simultaneously, then fuses treated areas with a heat source passing over the build chamber.
The process delivers consistent isotropic mechanical properties, meaning tensile strength and impact resistance remain nearly uniform across all axes. This makes MJF printed parts predictable for engineering applications where directional strength matters.
HP introduced Multi Jet Fusion commercially around 2016, evolving it from rapid prototyping into genuine production runs. MJF 3D printing has advanced the additive manufacturing industry through an efficient, scalable and sustainable manufacturing method.
Primary plastic materials include PA12 nylon powder, PA11, TPU for flexible applications, and glass- or mineral-filled nylons for enhanced stiffness and thermal performance.

Why manufacturers choose MJF for functional parts
MJF printing produces parts with excellent mechanical properties and fine feature resolution - without the lead times and tooling costs of injection moulding.
- Consistent mechanical properties across all axes: Layer-wide fusion provides uniform thermal distribution, minimising Z-axis weakness common in selective laser sintering (SLS).
- Speed and throughput: Layer-level fusion completes builds faster. The process repeats efficiently—spreading nylon powder, depositing agents via an inkjet array, fusing with infrared light—completing layers in seconds. High powder reuse rates (up to 80–100%) reduce material costs. Also, the build time is the same if you have 1 part or 1000 parts in the build. This helps with scheduling for customer parts.
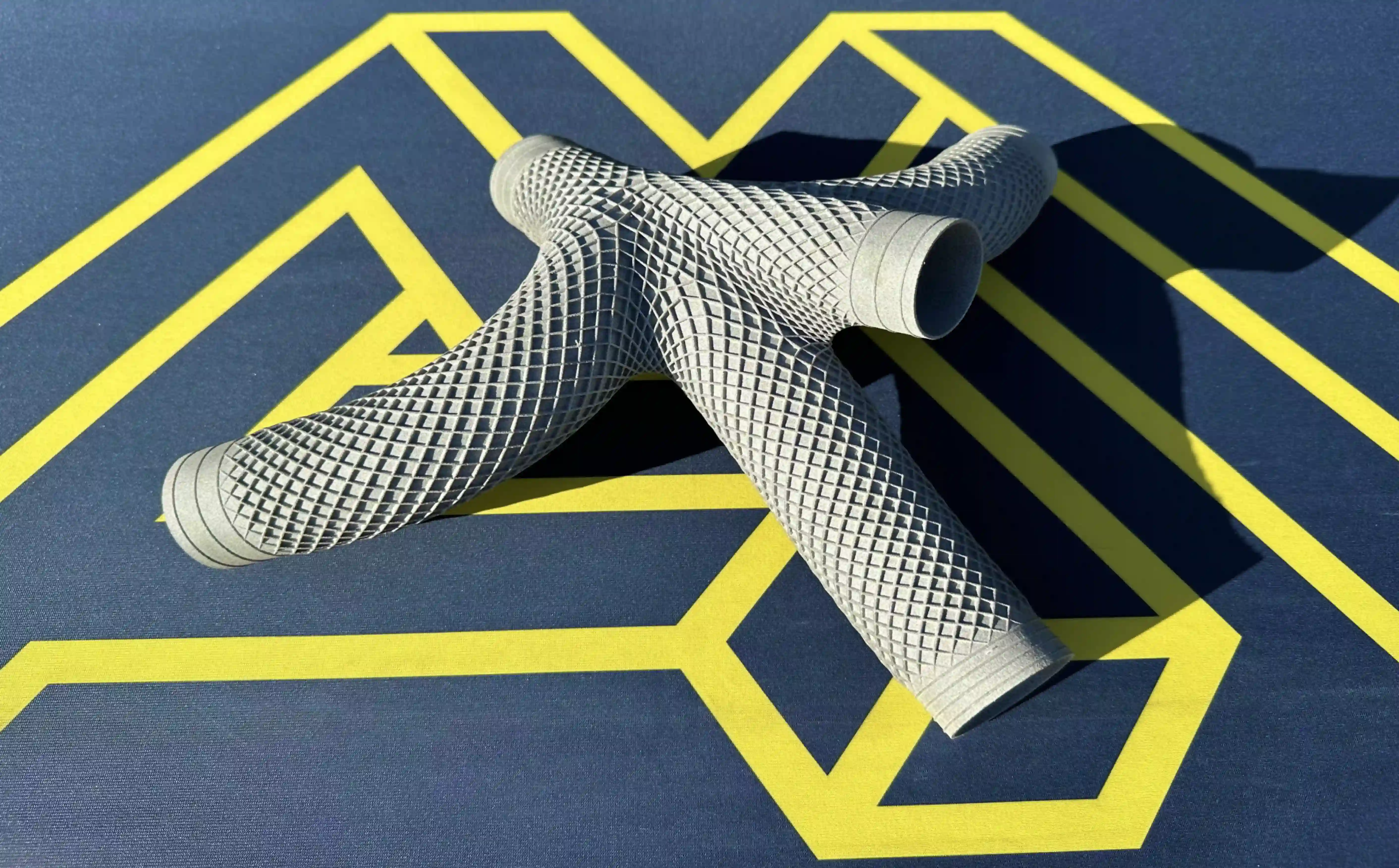
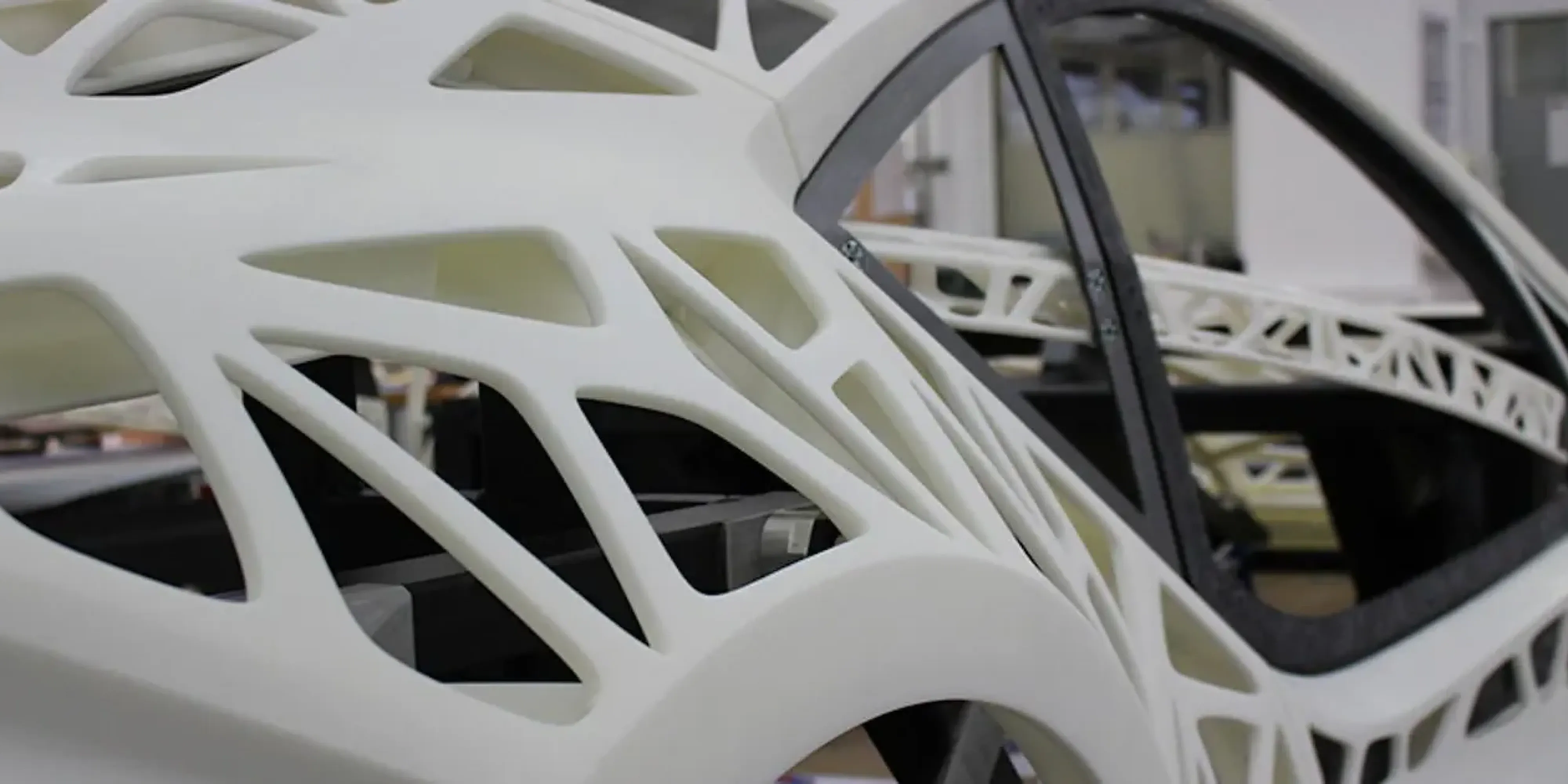
- Design freedom without support structures: Unfused powder supports complex geometries, overhangs, and internal channels, eliminating dedicated supports and reducing post-processing.
- Production-ready outcomes: Dimensional accuracy of ±0.3% and tolerances around ±0.2-0.3 mm meet functional requirements across automotive, aerospace, medical, and marine applications.
- Powder Refresh: PA12 powder can be refreshed by mixing about 80% used powder with 20% new powder, enabling nearly zero waste and cost-effective material reuse.

How does Multi Jet Fusion work?
AMufacture's Multi Jet Fusion printing process builds parts through five stages:
- Powder spreading: A thin layer (80 microns) of thermoplastic powder spreads evenly across the build chamber.
- Agent deposition: Print heads deposit fusing agents to bond particles and detailing agents to define edges and prevent fusion bleed, delivering fine details and clean surfaces.
- Thermal fusion: Infrared light passes across the layer; treated areas melt and fuse, while remaining powder stays loose, supporting overhangs and internal voids.
- Cooling: The build chamber cools inside the powder bed to minimise warping, crucial for flat surfaces and thin walls.
- Depowdering and finishing: Loose powder is removed via air, vibration, or bead blasting. Excess powder is recycled. Optional post processing includes dyeing, vapour smoothing, painting, or vibro polishing to improve surface finish.

HP MJF 3D printing capacities
- Specification = Build Volume ; Typical value = 380 x 285 x 380 mm
- Specification = Layer thickness ; Typical value = 0.08 mm (80 microns)
- Specification = Dimensional accuracy ; Typical value = ±0.3% of nominal dimension
- Specification = Minimum tolerance ; Typical value = ±0.2-0.3 mm
- Specification = Minimum feature size ; Typical value = ~0.5 mm for holes and details
- Specification = Powder reuse rate ; Typical value = Up to 80-100% depending on the material
The build chamber accommodates multiple parts simultaneously. Intelligent nesting maximises throughput, making MJF cost-effective for producing from dozens to thousands of parts with consistent results.
MJF 3D printing materials and part properties
Multi Jet Fusion offers robust thermoplastics suited to various needs:
- PA12 (Standard Nylon): The most common material due to its strength, chemical resistance, heat deflection and low moisture absorption.
- PA11 (Impact-Resistant Nylon): Offers higher elongation and fatigue resistance, suitable for living hinges and snap-fits.
- TPU (Flexible): Elastomeric properties for grips, gaskets, and vibration damping.
- Filled Nylons (Glass or Mineral): Increased stiffness and thermal stability, higher heat deflection, and reduced elongation.
- White and Coloured Powders: HP 5420 White enables light-coloured parts, easier dyeing, and better aesthetics.
MJF parts have a matte, grainy surface, yet vapour smoothing or vibro polishing can improve appearance. The default colour is grey-black due to the pigmentation of the fusing agent.
MJF design guidelines
Understanding MJF's process parameters is essential for optimising design:
- Wall Thickness:
- Minimum supported walls 1.0 mm
- Unsupported 1.5 mm
- Optimal 2.0-7.0 mm
- Avoid >7 mm without hollowing to prevent sink marks
- Holes and Channels:
- Through-holes ≥1.0 mm diameter
- Escape holes ≥2.0 mm for enclosed volumes
- Design powder removal paths to avoid trapped powder
- Text and Features:
- Embossed and engraved features need a minimum 0.5 mm height/depth
- Text horizontal for best resolution
- Snap-Fits and Hinges:
- Snap-fits with ~0.7 mm clearance
- Living hinges narrow (≤0.5 mm), short; PA11 preferred for flex.
- Warping Prevention:
- Add ribs or lattice structures to large flat surfaces
- Avoid abrupt cross-section changes
- Include drain holes for enclosed voids
Advantages & disadvantages of MJF printing
MJF 3D printing technology produces highly accurate, functional parts with fine details, sharp edges, and a smooth surface. It allows for complex geometries without the need for support structures, as the unfused powder acts as support.
Advantages:
- Faster layer-wide fusion than point-by-point printing.
- Consistent isotropic mechanical properties.
- Fine feature resolution (~0.5 mm minimum).
- No support struts or structures needed.
- High powder reuse lowers costs.
- Efficient batch production.
- Production-ready parts.
Disadvantages:
- The build volume is smaller than that of some large SLS machines.
- Limited material selection compared to SLS.
- Default grey-black colour.
- Grainy surface finish requires post-processing for cosmetics.
- Enclosed features need escape holes.
- Thin/flat features are prone to warping.

Post-processing, finishing, and assembly
MJF parts benefit from secondary operations:
- Surface Finishing: Bead blasting removes powder, creates a matte surface; vibro polishing smooths edges; vapour smoothing seals pores and improves strength; dyeing and painting add colour.
- Assembly: Snap-fits (0.2 mm clearance), press-fits (±0.3% tolerance), threaded/heat-set inserts, adhesive bonding, and ultrasonic welding are compatible.
Industry applications
Multi Jet Fusion (MJF) is used for the volume production of end-use parts across various industries.
- Automotive: Brackets, housings, cooling ducts, tooling, replacement parts.
- Aerospace: Cabin components, tooling, UAV structures, rapid replacements.
- Medical: Orthotics, surgical guides, anatomical models, device housings.
- Marine: Corrosion-resistant fittings, mounting brackets, lightweight fixtures.
- Defence: Components for drones, unmanned vehicles, tactical equipment, and rapid prototyping of mission-critical parts.

Why choose AMufacture for MJF production
There are many reasons why you should choose AMufacture for Multi Jet Fusion 3D printing:
- Four HP 5620, 2 with auto change over for 24 hour printing.
- One HP Jet Fusion 5420 White for light-colored parts.
- Batch traceability, calibration, CMM inspection, and digital warehouse.
- Regulatory compliance (AS9100, JOSCAR - CE+ - HP Network Partner).
- Scalable from prototypes to production volumes.
FAQs
How much quicker is MJF compared to other technologies? MJF offers faster turnaround times compared to Fused Deposition Modelling (FDM) and Stereolithography (SLA). It can produce parts up to ten times faster than comparable FDM and SLS systems, according to internal testing by HP.
Is MJF heavy on post-processing? Post-processing with MJF is relatively light compared to other AM technologies. Parts are bead blasted to remove residual powder. Vibro polishing removes the grainy texture for a smooth finish. Vapour smoothing enhances elongation at break, impact resistance, and fatigue strength, and dyeing enhances visual appearance and helps with UV stability.
What happens to the excess powder? After MJF printing, the entire powder bed with the encapsulated parts is moved to a processing station, where an integrated vacuum removes most of the loose powder, recycling around 80%. This powder is used in the next print, resulting in almost zero waste.
How is MJF different to home 3D printing? MJF is designed to produce higher volumes of parts with great complexity, detail and structural integrity. It also offers greater design freedom, due to its support-free structures. It's ideal for small and medium production runs of prototypes and commercial end-use parts.
